6-2

6
Process Selection and Facility Layout
Learning Objectives
Explain the strategic importance of process selection.
Describe the basic processing types.
Describe the basic layout types.
List the main advantages and disadvantages of product layouts and process layouts.
Solve simple line-balancing problems.
Develop simple process layouts.
6-2
Introduction
Process selection
Deciding on the way production of goods or services will be organized
Major implications
Capacity planning
Layout of facilities
Equipment
Design of work systems
6-3
Process Selection and
System Design
Forecasting
Capacity
Planning
Facilities and
Equipment
Product and
Service Design
Layout
Technological
Change
Process
Selection Work
Design
6-4
Process Strategy
• Key aspects of process strategy
– Capital intensive – equipment/labor
– Process flexibility/Adjust to changes
– Design
– Volume
– Technology
6-5
Process Selection
Variety
How much
Flexibility
What degree
Volume
Expected output
6-6
Process Types
Job shop
Small scale
Batch
Moderate volume
Repetitive/assembly line
High volumes of standardized goods or services
Continuous
Very high volumes of non-discrete goods
6-7
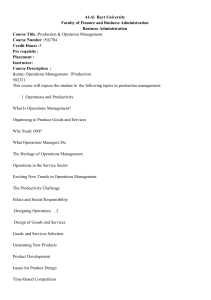
Product – Process Matrix
6-8
Process Types
Job Shop: It is used when a low volume of highvariety goods or services will be needed.
Processing is intermittent; work includes small jobs, each with somewhat different processing requirements. High flexibility using general-purpose equipment and skilled workers are important characteristics of a job shop. A manufacturing example of a job shop is a tool and die shop that is able to produce one-of-a-kind tools. A service example is a Doctor’s office.
6-9
Process Types
Batch: used when a moderate volume of goods or services is desired, and it can handle a moderate variety in products or services. The equipment need not be as flexible as in a job shop, but processing is still intermittent.
Manufacturing examples: cakes.
Service examples: airline flight, classroom lectures.
6-10
Process Types
Repetitive: used when higher volumes of more standardized goods or services are needed. The standardized output means only slight flexibility of equipment is needed. Skill of workers is generally low.
Examples of this type of system include production lines and assembly lines .
Familiar products made by these systems include automobiles, television sets.
An example of a service system is an automatic carwash.
You are likely to see only minor variations in the product or service being produced using the same process and equipment
6-11
Process Types
Continuous.
Used for a very high volume of non-discrete, highly standardized output.
These systems have almost no variety in output and, hence, no need for equipment flexibility. Workers' skill requirements can range from low to high, depending on the complexity of the system and the expertise workers need. Generally, if equipment is highly specialized, worker skills can be lower.
Examples of non-discrete products made in continuous systems include petroleum products and steel. Continuous services include supplying electricity and water.
Key difference between Repetitive and Continuous is that in
Repetitive systems you may experience minor variations in product or service, whereas in Continuous system you will see not almost no variation.
6-12
Product and Process Profiling
Process selection can involve substantial investment in
Equipment
Layout of facilities
Product profiling : Linking key product or service requirements to process capabilities
Key dimensions
Range of products or services
Expected order sizes
Pricing strategies
Expected schedule changes
Order winning requirements
6-13
Facilities Layout
Layout : the configuration of departments, work centers, and equipment, with particular emphasis on movement of work (customers or materials) through the system
Product layouts
Process layouts
Fixed-Position layout
Combination layouts
6-14
Objective of Layout Design
1. Facilitate attainment of product or service quality
2. Use workers and space efficiently
3. Avoid bottlenecks
4. Minimize unnecessary material handling costs
5. Eliminate unnecessary movement of workers or materials
6. Minimize production time or customer service time
7. Design for safety
6-15
Importance of Layout
Decisions
Requires substantial investments of money and effort
Involves long-term commitments
Has significant impact on cost and efficiency of short-term operations
6-16
The Need for Layout Decisions
Inefficient operations
For Example:
High Cost
Bottlenecks
Changes in the design of products or services
The introduction of new products or services
Accidents
Safety hazards
6-17
The Need for Layout Design
(Cont’d)
Changes in environmental or other legal requirements
Changes in volume of output or mix of products
Morale problems
Changes in methods and equipment
6-18
Basic Layout Types
Product layouts
Process layouts
Fixed-Position layout
Combination layouts
6-19
Basic Layout Types
Product layout
Layout that uses standardized processing operations to achieve smooth, rapid, highvolume flow
Process layout
Layout that can handle varied processing requirements
Fixed Position layout
Layout in which the product or project remains stationary, and workers, materials, and equipment are moved as needed
6-20
Product Layout
Raw materials or customer
Material and/or labor
Station
1
Material and/or labor
Station
2
Material and/or labor
Station
3
Material and/or labor
Station
4
Finished item
Used for Repetitive or Continuous Processing
6-21
A U-Shaped Product Line
In 1
Out 10
2 3
Workers
9 8
4
7
5
6
6-22
Advantages of Product Layout
High rate of output
Low unit cost
Labor specialization
Low material handling cost
High utilization of labor and equipment
Established routing and scheduling
Routing accounting and purchasing
6-23
Disadvantages of Product Layout
Creates dull, repetitive jobs
Poorly skilled workers may not maintain equipment or quality of output
Fairly inflexible to changes in volume
Highly susceptible to shutdowns
Needs preventive maintenance
Individual incentive plans are impractical
6-24
Dept. A
Process Layout
Process Layout
(functional)
Dept. C Dept. E
Dept. B Dept. D Dept. F
Used for Intermittent processing
Job Shop or Batch Processes
6-25
Advantages of Process Layouts
Can handle a variety of processing requirements
Not particularly vulnerable to equipment failures
Equipment used is less costly
Possible to use individual incentive plans
6-26
Disadvantages of Process
Layouts
In-process inventory costs can be high
Challenging routing and scheduling
Equipment utilization rates are low
Material handling slow and inefficient
Complexities often reduce span of supervision
Special attention for each product or customer
Accounting and purchasing are more involved
6-27
Fixed Position Layouts
Fixed Position Layout: Layout in which the product or project remains stationary, and workers, materials, and equipment are moved as needed.
Nature of the product dictates this type of layout
Weight
Size
Bulk
Large construction projects
6-28
Cellular Layouts
Cellular Production
Layout in which machines are grouped into a cell that can process items that have similar processing requirements
Group Technology
The grouping into part families of items with similar design or manufacturing characteristics
6-29
Service Layouts
Warehouse and storage layouts
Retail layouts
Office layouts
Service layouts must be aesthetically pleasing as well as functional
6-30
Service Layouts
Service layouts can often be categorized as product, process, or fixed-position layouts.
In a fixed-position service layout (e.g., appliance repair, roofing, home remodeling, copier service), materials, labor, and equipment are brought to the customer's residence or office).
6-31
Service Layouts
Process layouts are common in services due mainly to the high degree of variety in customer processing requirements. Examples include hospitals, supermarkets and department stores, vehicle repair centers, and banks.
Product layout can be used if the service is organized sequentially, with all customers or work following the same or similar sequence, as it is in a car wash.
6-32
Service Layout Design
Important factors in service layout design include:
Target customer and desired customer experience
Customer attitude and image
Frequency of orders
High level of customer contact
The mixture of the physical items, sensual benefits, and psychological benefits.
Interesting point: service layout design is not generally focused on cost minimization and product flow.
6-33
Design Product Layouts: Line
Balancing
Line Balancing is the process of assigning tasks to workstations in such a way that the workstations have approximately equal time requirements.
Line Balancing is the task of deciding how to assign work to specific workstations to achieve maximum utilization of labor and equipment
6-34
Cycle Time
Cycle time is the maximum time allowed at each workstation to complete its set of tasks on a unit.
6-35
Determine Maximum Output
Output rate =
OT
CT
OT
operating time per day
D = Desired output rate
CT = cycle time =
OT
D
6-36
Cycle Time
• As a general rule, the Cycle Time is determined by the desired output.
• A desired output rate is selected, and the Cycle time is computed.
6-37
Determine the Minimum Number of Workstations Required
N =
(
CT t)
t = sum of task time
6-38
Precedence Diagram
Precedence diagram : Tool used in line balancing to display elemental tasks and sequence requirements
0.1 min.
1.0 min.
a b
A Simple Precedence
Diagram
0.7 min.
c d
0.5 min.
e
0.2 min.
6-39
Example 1: Assembly Line Balancing
6-40
Example 1: Assembly Line Balancing
6-41
Example 1 Solution
Workstation
1
2
Time
Remaining Eligible
1.0
0.9
0.2
a, c c none
1.0
b
3 1.0
0.5
0.3
d e
d e
a c
Assign
Task b
Revised
Time
Remaining
0.9
0.2
0.0
0.5
0.3
Station
Idle Time
0.2
0.0
0.3
Total idle time = 0.2+0.0+0.3 = 0.5
6-42
Calculate Percent Idle Time &
Efficiency
Percent idle time =
Idle time per cycle
(N)(CT)
Efficiency = 1 – Percent idle time
6-43
Example 2
6-44
Example 2
1. Draw a precedence diagram
6-45
Example 2
6-46
Example 2
6-47
Example 2
Station 1 a b c
Station 2 Station 3 e f d
Station 4 g h
6-48
Example 2
6-49
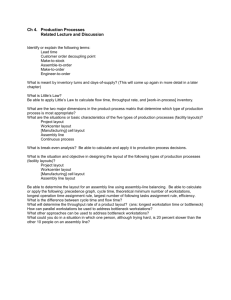
Bottleneck Workstation
1 min.
60/hr.
1 min.
60/hr.
2 min.
Bottleneck
30/hr.
1 min.
30/hr.
6-50
Parallel Workstations
30/hr.
2 min.
1 min.
60/hr.
1 min.
Parallel Workstations
30/hr.
2 min.
30/hr.
30/hr.
1 min.
60/hr.
6-51
Next session: Quiz # 2 on
Stevenson Ch. 6
6-52