LAYOUT PLANNING
advertisement

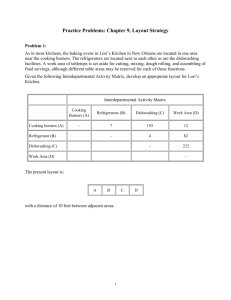
LAYOUT PLANNING After a suitable site for a plant is chosen as a result of location planning, the proper locations of machines or work stations within the plant are determined by what is called layout planning. This chapter will focus on general issues pertaining to facilities layout rather than determining the optimal locations of machines or workstations within the plant. The layout type pretty much depends on the type of the process to be used in the plant. since the processing requirements will affect the configuration of work stations and hence the plant layout, different processing types and their features are listed below. Types of Processing 1. Repetitive Processing High volume of production Low unit costs High utilization of labor and equipment Highly standardized products Highly repetitive operations Low skill requirements Inflexible 2. Intermittent Processing Lower volume of production Higher unit costs Lower utilization of labor and equipment More customized services Production in batches or lots Skilled or semi-skilled workers More flexible 3. Projects Complex Non repetitive and unique activities Very high skill requirements The layout type suitable for each processing type listed above is shown below: Types of Processing Basic Layout Types Repetitive Processing -------->Product Layouts Intermittent processing ------>Process Layouts Projects ------------------------> Fixed-position Layouts Combination Layouts In case of repetitive mass production, highly standardized items such as radios are produced. All the workstations or machines are located in the plant to permit efficient and smooth movement of the parts or materials used in the standard item that is produced. Hence, the whole layout is focused on the product and product flow; therefore, it is called product layout. Intermittent processing is characterized by general purpose equipment such as drilling equipment, lathes, etc. that can handle a variety of different processing requirements that involve a variety of different, nonstandard products. Hence, the layout is based on different processing requirements and it is called process layout. The drilling equipments are grouped in one department, lathes are grouped in another department and so on. Each department has a special function and therefore, this type of layout is also called functional layout. Projects involve non repetitive, one-time unique activities of complex jobs. An good example would be a dam construction. It is analogous to one-time production of a very major item. Since the production item is very big such as a dam, the product would not move from work station to work station. Instead, materials, equipment, and workers are moved to the location of the project. Since the location of the project remains fixed or stationary, the corresponding layout type is called fixed position layout. The three basic layout types discussed above are ideal models. In real life, it is common to see layouts that represent some combination of these pure layouts. Product layouts are suitable when rapid and smooth flow of high volume of standardized products is the major goal as in the case of radio production; usually only one or a few similar standardized items are produced. Process layouts, on the other hand, are more suitable for producing a larger number of different products or customized products through the use of flexibility provided by the general purpose machinery. Even though the process layouts have the advantage of flexibility, such layouts involve complicated scheduling problems due to the multiple paths for parts to different functional departments. Cellular manufacturing is a technique that attempts to take the advantage of the rapid, smooth, and efficient flow of production layout and flexibility advantage of the process layout to produce a variety of items in smaller amounts. In this type of layout, machines are grouped together to produce a set of similar items; such a grouping of machines is called a cell. For different dissimilar sets, we may have other machine groupings or cells. Grouping of the items is also necessary apart from the grouping of the machines. Grouping of items that have similar design or manufacturing characteristics is called group technology and it is essential for effective cellular manufacturing. Automated versions of cellular manufacturing that involve computer controls in starting the work at each machine and in transferring the parts from machine to machine with little or no human intervention are called flexible manufacturing systems. In product layouts, the tasks performed in producing a certain standardized item must be assigned to the workstations in a way to achieve a smooth workflow. There are many tasks in the production line that must be assigned to work stations. The determination of which tasks to assign to which work stations along the production line, known as line balancing will have an impact on the configuration of the work stations and hence the plant layout. The configuration of the workstations must be such that the idle time is minimized in the workstations along the production line. This can be achieved through line balancing. An example illustrates the line balancing technique. Example: In a production line, 320 units are produced in an 8-hour day. There are four tasks: Task a b c d Time(min) Follows 1.0 0.7 0.5 0.2 2.4 a b, c Compute the cycle time, minimum number of stations required, and assign tasks to stations. Solution: The precedence diagram on the basis of the above information is depicted as follows. a c b d The cycle time and minimum number of stations computations are as follows: Cycle Time = operating time / output = 480 min. / 320 units = 1.5 min. /unit. The cycle time of 1.5 minutes indicates that one unit of an item is produced every 1.5 minutes; i.e., one unit comes off the production line every 1.5 minutes. Minimum number of stations = total time / cycle time = 2.4 / 1.5 = 1.6 ≈ 2 stations (always round up no matter how small the fraction after the decimal point is; otherwise the job won't be complete). Since the minimum number of stations is 2 we first draw two empty squares or rectangles to represent these two stations. Then, we assign the tasks in such a way as to preserve the order depicted in the precedence diagram and to ensure that the station times would not exceed the cycle time of 1.5. Alternative 1. Station 1 Station 2 1.0 a 0.7 aa b 0.5 0.2 d c Station Time 1.5 Idle Time 0 0.9 0.6 OR Alternative 2 Station 1 Station 2 1.0 0.7 a b 0.5 0.2 d c Station Time Idle Time 1.0 0.4 1.4 0 After the assignment of tasks to the workstations, the new revised cycle times must be computed where the cycle time is longest station time; the cycle time is not necessarily the same as the previous one as our assignment may be different the present arrangement that the production line has. In Alternative 1, the revised cycle time is still 1.5 whereas in Alternative 2 the revised cycle time is 1.4 as the actual cycle time is the longest station time. The idle times are computed by finding the differences between the revised cycle time and the station times. Alternative 2 is preferred because the percentage of idle time is smaller than that of Alternative 1 indicating that Alternative 2 is more balanced. The percentage of idle time is given by: % idle time = idle time per cycle / # of stations x cycle time. For Alternative 1, % idle time = (0 + 0.6) / 2 x 1.5 = 0.2 or 20%. For Alternative 2, % idle time= (0 + 0.4) / 2 x 1.4 = 0.14 or 14% The lower the percentage of idle time the more balanced is the production line; a idle time percentage of zero indicates that the line is perfectly balanced.