State of MN

State of MN/WI
Small Boilers
Dan Chudecke
Mulcahy Co
Background
• Mulcahy Company 21 Years
– Best known for Hydronics
– Have been in the boiler business for over a decade –
– 100’s of boilers installations
• I am an actual Boiler Maker
Dan Chudecke
• Discuss modern condensing boilers
– Design
– Installation
– Inspection
– Maintenance
• McDonnell and Miller LWCO
– Recent Mishaps
– Solutions
High Efficient Boilers
• Greater portion of the overall market share
• At last count 40+ manufacturers offer some form of condensing boiler
• All are a different from each other
• All are VERY different from “Old School” boilers they are taking the place of
Comparison
• Natural draft
• Separate components for each function
• Minimal moving parts
• 83 % Max – Nat. Draft
• 85% Max – Fan Assit
• High minimum return water limitations
• Fairly High Mass
• Forced draft venting
• Combination controls that are often proprietary
• More parts and switches
• 99% efficient possible
• Lower return water limitations
• Fairly low mass
Comparison
• Full modulation usually done with full speed blower and damper
• Burners act like
‘Flamethrower’
• Simple controls
• Full Mod usually done with variable speed blower and ‘Zero
Governor’ gas valve
• Burn is more contained at a mesh or ceramic surface
• Monitor multiple points
Typical Condensing Boiler Efficienciesi.e. Laws of Physics Rule
100%
98%
96%
94%
92%
90%
88%
86%
84%
82%
60 80 100 120
Return Water, F
1/3 Input
1/2 Input
Full Input
140 160
This is what is advertised!
ENERGY CONTENT OF
NATURAL GAS
LATENT HEAT
10.2%
SENSIBLE HEAT
89.8%
Latent – Definition:
Latin for “hidden”
Comes from the difference between the H igher H eating V alue and the L ower H eating V alue of the fuel.
Heat that can be measured or felt by a change in temperature
Comes from the L ower H eating V alue of the fuel.
MORE USABLE HEAT THROUGH
CONDENSATION
Condensing boiler
Total heating value
Sensible heat Useable heat
Heating system
Condensation
Latent heat What influences the rate of condensation?
THEORETICAL PERFECT NATURAL GAS
COMBUSTION OR STOICHIOMETRIC
The CO
2
= 11.9%
The CO = 0 ppm
Excess air
0%
1 part gas
9.7 parts air by volume
Foil 11
Nov 2005
REAL WORLD NATURAL GAS COMBUSTION
WITH GOOD BURNER TECHNOLOGY
The CO
2
= 9.5 to 10%
The CO = 0 to 20 ppm
Excess air
20 to 25%
1 part gas
9.7 parts air
What can cause the amount of excess air to change after start-up?
Foil 12
Nov 2005
Lambda Pro Technology
VITODENS 200 WB2B
Lambda-Pro self calibration
Physical principal
120
110
100
90
80
70
60
50
40
30
20
10
0
0.4
Rich Combustion
(Bad)
Calibration
76 Pct
0.6
0.8
1.0
1.2
Lambda [ - ]
Lean Combustion
(Good)
Excess Air = 1.3
1.4
1.6
1.8
premix air/gas
VFD
Air/Fuel Coupling
gas valve
P
G
=
P
A
1 to 1 ratio
P
G
P
A air
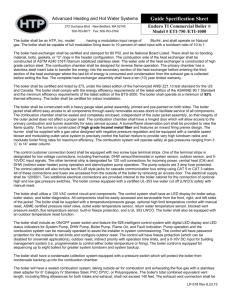
Heat Exchanger Materials
• Wide range of condensing heat exchanger materials
• However all use a vent material capable of handling the acidic flue gasses.
Wall Hung “Mod Con”
• 50,000 & 400,000 btuh
• Floor mounted or wall mount
• Can be direct vented
• +92% efficient
Typical Wall Hung Mod-Con
Features
• Lift off front panel
– Easy component access
– Floor or wall mount
• Quiet less than 45 db
• Light weight less than 100 lb.
• Sentry 2100T Control
• Spectacular turndown
– 6:1 (150), 8:1 (200)
The Vitodens 200-W, WB2B boilers come equipped with Lambda Pro, the industry’s first intelligent combustion management system. The boiler adjusts automatically to any gas type and quality without the need for a fuel conversion kit.
The fuel flow is checked against the optimum flame signal and the correct lambda setting is determined for the current burner cycle.
GX Features
• Stainless steel jacket
• SS screws, nuts, studs
• SS heat exchanger
• Metal fiber burner
• Fully modulating
Giannoni Heat Exchanger
Giannoni Heat Exchanger
316L Stainless Steel
Equal ????
The Giannoni 316L stainless steel oval section measures approximately 25 x 7mm with a wall thickness of 0.7mm
Viessmann corrosion resistant high grade 316Ti stainless steel.
1.5 mm wall thickness.
Not even close!!
Giannoni Heat Exchanger
condenser primary combustion chamber
GX Combustion
condensate
Composite Controls
Typical Mod Con Venting Option
• Direct vent only?
• Solid core PVC, ABS,
Poly Pro, CPVC or AL
29-4C piping
– for 180° return use CPVC
• Provision for condensate removal
Typical Mod Con Venting
• Direct vent only,
– No inside air
– Certified for direct vent
– Potential freeze up
• 12” above snow line
• 4” lateral separation
• 18”to 36” vertical separation
• FOLLOW GUIDELINES
Inspect Burner
Clean Heat Exchanger
Annually for Propane
At least bi-annually for Natural
Gas
Other Mod Con Boilers
• Aluminum Heat
Exchanger
• Requires special glycol
• Inhibitors in typical
HVAC glycols respond badly to Aluminum
• Systems should be tagged properly
Larger Input Boilers
• Varying Heat Exchanger Materials
– Stainless Steel
– Cast Iron
– Coated Copper
– Ceramic
– Aluminum
• ALL drain off the condensate as it is formed
CONDENSING BOILER CONSTRUCTION
Condensing boiler
HS
Normal heating boiler
Hot Flue gas
HR
HR
Flue gas
HS
Condensing boiler requirements:
Counter-flow principle for flue gas and boiler water – optimal heat transfer
Parallel flow direction for flue gas and condensate – uniform flow with selfcleaning effect of heat transfer surfaces
HR
Foil 35
Nov 2005
Counter Flow
Arrangement
Other Condensing Designs?
• Primary Heat-X
• Second
Condensing Heat
Exchanger
• “2 nd Swipe” type systems often get a few more points of efficiency
Compact Designs
• Thru 6,000,000 input per device
• Generally fit thru a standard doorway.
premix air/gas
VFD
Air/Fuel Coupling
gas valve
P
G
=
P
A
1 to 1 ratio
P
G
P
A air
Start-up and Installation
• Each boiler manufacturer is different
• Many require certified start-up for warranty to be valid
• Here is a partial list of things to consider
Installation/System Design
• Minimum Water temperature
• Minimum Flow consideration
• Glycol?
• Condensate Treatment
– Boiler condensate is a low grade acid that can ruin cast iron pipes
– Running the liquid through limestone brings the pH to 7
• Sealed Combustion
– Boiler Designers don’t really know what -20F is like
– Outside Air temp can easily get below a conditioned spaces dew point
pH VALUES OF VARIOUS FLUIDS
0 1 2 3 4 5 6 7 8 9 10 11 12
0 1 2 3 4 5 6 7 8 9 10 11 12
Dilute sulfuric acid reacts with metals via a single displacement reaction as with other typical acids, producing hydrogen gas and salts (the metal sulfate). It attacks reactive metals (metals at positions above copper in the reactivity series) such as iron, aluminum, zinc, manganese, magnesium and nickel.
Condensate Neutralizers prevents acidic condensate from corroding drains and sewer systems,
Neutralized condensate is more environmentally friendly
Testing
• Blocked flue and blocked combustion air
• Gas pressure loss going into the boiler
• Gas shut off going to the burner
• Loss of VFD/Fan
• Test Manual reset boiler high limit
• LWCO
• Combustion setup at various input rates
Combustion
• Setup should be per manufacturers recommendations
• O2 readings are generally MUCH lower than what older boilers are setup for
• For example – We set our boilers up for
3-5% O2 at high fire and 5-6% at low
• Old guidelines were 4-10% -
• 8-9% will likely cause C.O. problems
Maintenance
• After the boiler has been in service for a period of time, the boiler should be rechecked (anything changed)
• An annual checkup (if not more) is usually recommended/required for warranty reasons.
• Some boilers require periodic parts replacement
• Annual testing of the glycol is recommended and often provided by the glycol supplier
Boiler Questions?
McDonnell and Miller LWCO
• Brief history of ….. Issues.
McDonnell & Miller
• Mercury Phase Out
• Overload Issues
– Current 150/157 carries the same load capability-7.4 Amps @ 120V
– The old switch was actually capable of more
• Float Sticking
– Changed bellows manufacturing process in
June of 1999 (Last known modification)
• “MD” Application